Le bielle in un sol pezzo


- di Massimo Clarke
-
- di Massimo Clarke
L’evoluzione della tecnica col tempo porta alla affermazione delle soluzioni più vantaggiose in termini funzionali o economici. Questa selezione ha interessato anche gli organi del manovellismo. Da anni i motori policilindrici sono pressoché invariabilmente dotati di alberi a gomiti forgiati in un sol pezzo, con i quali è indispensabile utilizzare bielle dotate di cappello amovibile (se, al contrario, esse avessero la testa in un sol pezzo, il montaggio sull’albero sarebbe impossibile). Questa soluzione è ideale quando si impiegano le bronzine e viene adottata anche sui motori delle MotoGP. A tale schema costruttivo fanno eccezione ormai solo alcuni bicilindrici old style.
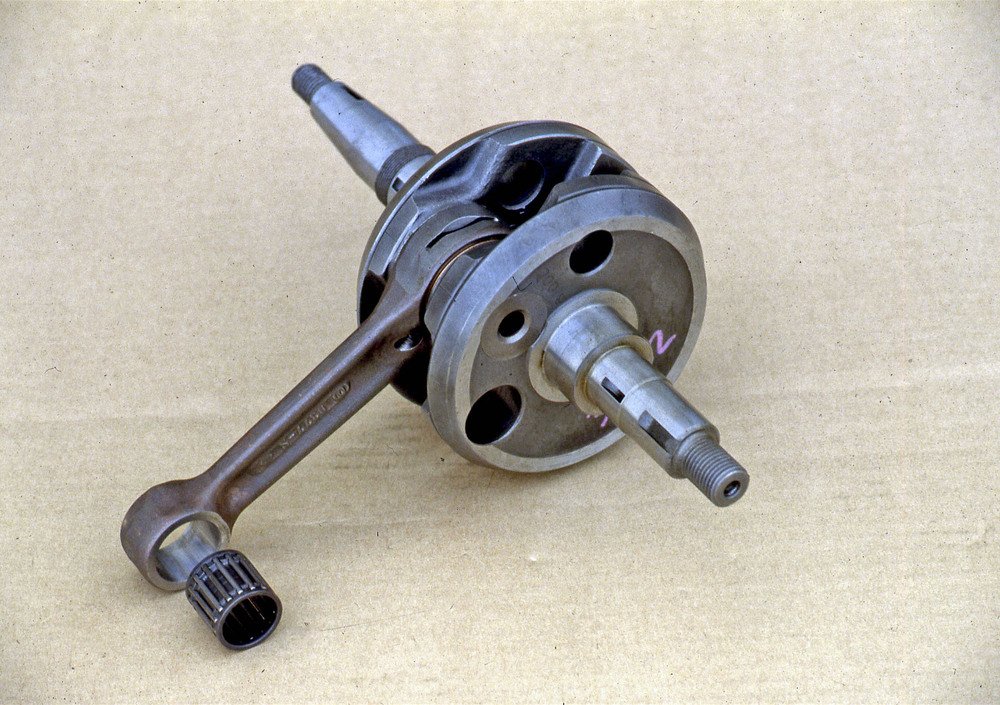
Per i motori che hanno un solo cilindro la situazione è però diversa e a dominare la scena sono le bielle con testa in un sol pezzo, montate su di un albero a gomito composito, ossia formato da più parti unite per forzamento (le eccezioni sono molto rare, almeno per il momento). Le bielle di questo tipo sono addirittura obbligatorie per i due tempi, nei quali è essenziale far lavorare su rullini la testa e quasi sempre anche il piede.
Nei 2T infatti non si può fare ricorso a una lubrificazione con circolazione di olio in pressione, indispensabile se si impiegano le bronzine, ma si può solo adottare un sistema a nebbia.
Agli organi mobili di olio ne arriva quindi ben poco e diventa pertanto tassativo l’uso di cuscinetti di banco e di biella a rotolamento, che hanno esigenze ridotte in fatto di lubrificazione
Agli organi mobili di olio ne arriva quindi ben poco e diventa pertanto tassativo l’uso di cuscinetti di banco e di biella a rotolamento, che hanno esigenze ridotte in fatto di lubrificazione. Perché i rullini possano essere raggiunti da una quantità di olio adeguata (anche se modesta), nella testa della biella vengono praticate delle fresature radiali e degli intagli laterali. La situazione se necessario può essere migliorata facendo guidare in senso assiale la biella stessa superiormente, cioè dal pistone (con il piede che si inserisce tra due spallamenti ricavati nelle portate per lo spinotto); in tal caso infatti ai due lati della testa ci può essere un ampio spazio per il passaggio del lubrificante. All’interno del pistone il piede di biella si muove ben poco; oscilla infatti secondo un arco di cerchio di estensione limitata e con una velocità modesta.

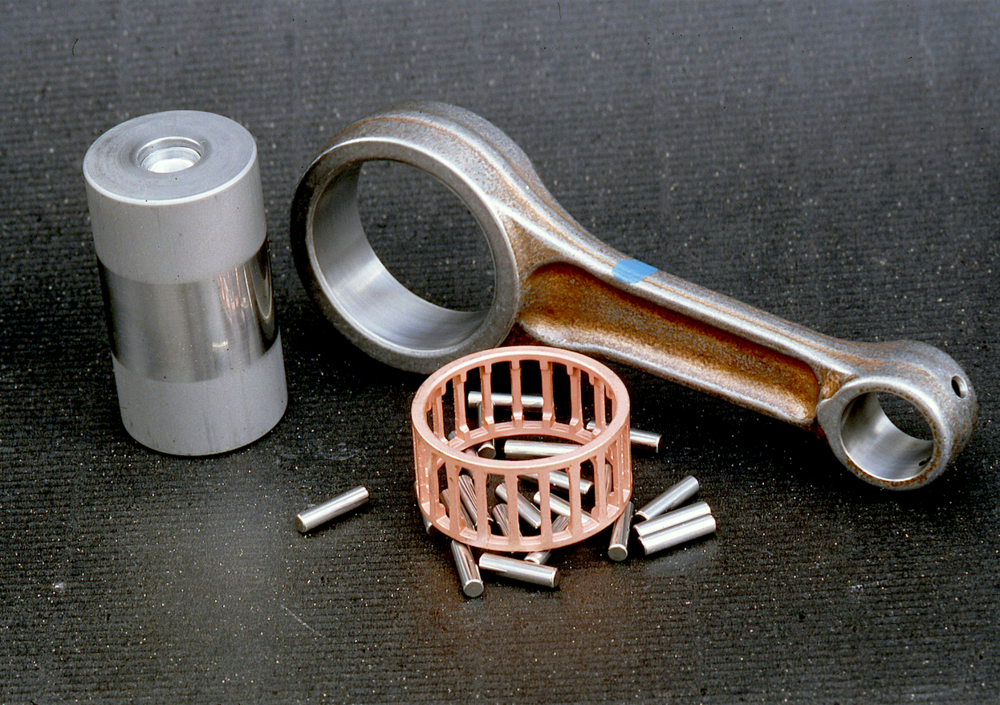
Nei motori a quattro tempi che utilizzano un albero a gomito composito e una biella con testa in un sol pezzo (si tratta quasi esclusivamente di monocilindrici), in genere quest’ultima lavora su rullini ingabbiati, proprio come nei 2T. Nel piede può esserci una bussola in bronzo o in acciaio con riporto antifrizione, installata con interferenza, oppure può non esserci nulla: lo spinotto in tal caso lavora direttamente sull’acciaio della biella, che nella zona in questione è opportunamente indurito e ha una rugosità superficiale molto ridotta.
Le condizioni di lavoro del cuscinetto della testa di biella sono particolari; esso non solo deve sopportare i carichi inerziali e quelli dovuti alla pressione dei gas che agiscono sul cielo del pistone, ma è anche sottoposto a ingenti forze centrifughe. Inoltre, anche quando il motore funziona a regime costante, è sottoposto a continue accelerazioni e decelerazioni dato che al movimento di rotazione si aggiunge quello pendolare della biella, che si inclina ora da un lato e ora dall’altro rispetto all’asse del cilindro.
In passato è stata a lungo pratica comune quella di installare con forzamento nella testa della biella un anello di acciaio dalla elevata durezza superficiale, nel quale era ricavata la pista di rotolamento dei rullini. Analogamente, spesso si montava sul perno di manovella un anello sul quale andavano a lavorare i rullini.
Da molti anni entrambe queste soluzioni costruttive sono state abbandonate e le piste di rotolamento vengono ricavate direttamente nell’occhio della biella e nel perno di manovella. Naturalmente occorre impiegare acciai adatti, in grado di raggiungere una elevata durezza superficiale dopo opportuno trattamento; tanto l’occhio della testa di biella quanto il perno di manovella, che ovviamente vengono lavorati con tolleranze dimensionali e geometriche estremamente ristrette, devono avere una finitura molto elevata.

Il classico trattamento per le bielle con testa in un sol pezzo destinata a lavorare su rullini è quello di cementazione, grazie al quale solo lo strato superficiale dell’acciaio viene indurito, mentre la parte centrale del pezzo rimane “tenera” ed è quindi tenace. Si impiegano acciai da cementazione, contenenti in genere dallo 0,16 allo 0,18% di carbonio più elementi leganti come nichel, cromo e/o molibdeno.
Questi acciai, a differenza di quelli da bonifica, non “prendono” la tempra a causa del basso contenuto di carbonio. Per tale ragione si arricchisce di questo elemento solo la parte più esterna dei pezzi mediante un prolungato mantenimento in adatta atmosfera ad elevata temperatura. Successivamente i pezzi vengono sottoposti a tempra e quindi a rinvenimento. Si indurisce così solo la loro parte superficiale, che contiene una considerevole quantità di carbonio, per una profondità dell’ordine di circa un millimetro.
Molto spesso le bielle hanno una tipica colorazione metallica giallo-rossastra dovuta alla deposizione galvanica di un sottile strato di rame, grazie al quale si impedisce che il carbonio venga assorbito dal fusto e dalle parti esterne del piede e della testa. Solo le zone dove andranno in seguito a lavorare i rullini devono infatti essere indurite. Le altre non vanno cementate per non infragilirsi.
In alcuni motori a quattro tempi si impiegano bielle con testa in un sol pezzo che non lavora su rullini, ma che è dotata di una bronzina anulare, sempre abbinata con un albero a gomito composito. In passato questa soluzione, è stata impiegata su motori di modesta cilindrata che hanno avuto una grande diffusione, come il Morini Corsaro 125 e 150 e il Gilera di eguale cilindrata degli anni Sessanta – Settanta. Più di recente è stata utilizzata sul monocilindrico Rotax-BMW 650 e sul bicilindrico Morini di 1200 cm3.